

 Language
Language  中文
中文 English
English Español
Español عربى
عربىZhejiang Jiatai Laser Technology Co., Ltd.


How to operate the fiber laser cutting machine correctly?
As a high-tech product, fiber laser cutting machine is widely used in the entire sheet metal processing machinery manufacturing industry. Therefore, how to use the shock correctly and safely is the main concern of customers. The following are some operating principles of jiatai Laser:
To
1. Please follow the instruction manual of the laser cutting machine and start the machine in strict accordance with the procedure.
2. The personnel operating the equipment must be trained by the laser cutting machine manufacturer before operating
3. When processing metal, the operator must wear necessary protective equipment, such as protective glasses, etc.
4. Do not use the laser cutting machine without protection. It needs to be processed after anti-radiation treatment.
5. After the laser cutting machine is started, a full-time staff must be present. If you need to leave, you should turn off the device
6. Near the laser cutting machine, a hand-held or other type of fire extinguisher should be equipped.
7. Once an abnormality occurs during the processing, please stop the machine immediately and ask a professional for inspection.
8. The laser cutting machine equipment must be cleaned in time after production to prepare for the next processing.
9. The laser tube, auxiliary gas and other consumables need to be checked regularly.
10. When the laser cutting machine is working, pay attention to whether any part observed by the monitor is abnormal
Only by mastering the normal use of the laser cutting machine can we create more value for the enterprise.
How does the cutting speed affect the cutting quality?
Generally speaking, cutting speed and quality are usually inversely proportional. The higher the speed, the lower the quality. So, what effect does the cutting speed of the laser cutting machine have on the cutting quality? Let's see.
In fact, choosing the right cutting speed is very important for laser cutting. The optimal cutting speed selection range can be determined according to the equipment description or experimental test. Due to the difference in material thickness, melting point, thermal conductivity and surface tension, the cutting speed will also change accordingly.
To
1. Properly increasing the cutting speed can improve the quality of the incision, that is, the narrower the incision, the smoother the surface of the incision, and at the same time it can reduce deformation.
2. When the cutting speed is too fast and the linear energy of the cutting is lower than the required value, the jet in the slit cannot melt the cutting melt quickly and form a large amount of resistance. As the slag hangs on the incision, the surface quality of the incision decreases.
3. When the cutting speed is too low, because the cutting point is the anode of the plasma arc, in order to maintain the stability of the arc itself, the anode point or anode area must find a place that conducts current closest to the gap. At the same time, the laser will transfer more heat in the radial direction of the jet, so the cut is enlarged. The molten material on both sides of the incision gathers and solidifies at the bottom edge, forming slag that is not easy to clean, and due to excessive heating and melting, the upper edge of the incision is rounded.
4. When the speed is extremely low, the laser will even go out due to the wide incision.
To
In summary, the cutting quality and cutting speed of a fiber laser cutting machine are inseparable, which requires us to study carefully in actual operation, find the best balance between speed and quality, and let the equipment maximize its value!
Working requirements of metal laser cutting machine
1. About purified water
There are very strict requirements for cooling water. It is required to use purified water, deionized water or distilled water. Do not use tap water, mineral water and other water containing high metal ions or other minerals. These water qualities have a great influence on the cooling effect of the metal laser cutting machine.
2. Requirements for temperature
It is generally required to install air conditioners, because the main body of the laser cutting machine has high heat dissipation during processing, especially the high-power metal laser cutting machine. In order to continue processing needs and keep the laser cutting machine working normally during processing, the indoor temperature must be stabilized.
3. Requirements for the working environment
The metal laser cutting machine first has requirements for the environment of the processing area. Generally, the ground is required to be relatively flat. When the metal laser cutting machine is processing on a flat ground, it is convenient for the sheet metal material to be stably placed on the laser cutting machine platform. Flatness directly affects the accuracy and speed of processing.
For the fiber laser cutting machine, too much dust is not allowed in the working area. Excessive dust will affect the operator's body and vision, so smoke and dust must be removed to prevent serious dust in the working environment from affecting the operation
Important factors to control the perpendicularity of laser cutting
Looking at the modern manufacturing industry, the application of laser cutting is becoming more and more extensive. This growth momentum is mainly derived from the many advantages of laser cutting, such as a wide range of cutting materials and flexible cutting paths. In the cutting process, the grasp of perpendicularity is directly related to the cutting quality and cutting speed.
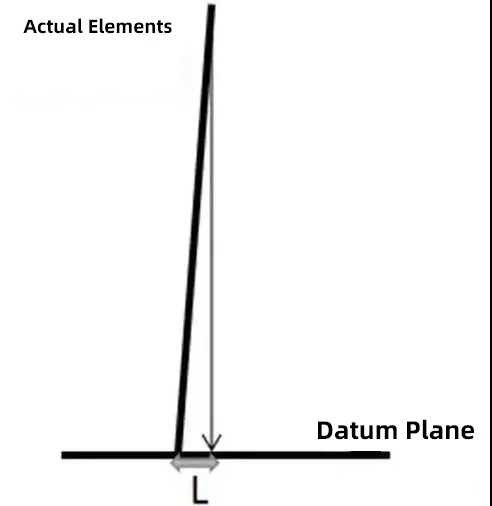
What is verticality? Verticality is an index that limits the amount of change of actual elements in the vertical direction relative to the benchmark. Briefly represented, it is to take one line or surface as the reference surface, and the length of another line or surface perpendicularly projected onto the reference surface is L in Figure
During the cutting process, good verticality not only brings a good visual experience, but also greatly improves the processing accuracy and processing convenience. So what are the factors that affect verticality in the laser cutting process?
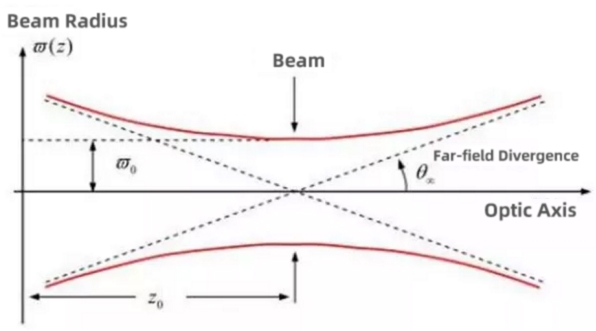
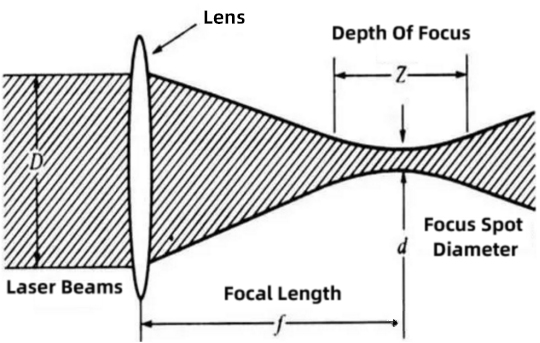
First of all, in terms of optical properties, although the laser is a highly directional beam, it actually has a certain divergence. An index of the laser beam-the divergence angle, illustrates this characteristic of the laser. As shown in the figure (2), θ is the beam divergence angle, and when the laser enters the cutting head from the laser through the beam expander/collimator lens and the focusing lens, the state shown in figure (3) appears. At this time, a A very important concept, namely "depth of focus". When the divergence angle is larger and the focal length is shorter, the focal depth is shorter. On the contrary, the smaller the divergence angle or the longer the focal length, the longer the focal depth. With the same power laser, the advantage of short focal depth is higher energy density at the focal point and faster processing of thin plates, while the advantage of long focal depth is better cutting ability for thick plates. At the same time, since the beam is "reflective" spread and absorbed in the slit during cutting, long focal depth is more likely to bring good verticality.
(figure 2)
(image 3)
Secondly, in terms of the cutting process, the faster the cutting speed, the better the cross-sectional effect and verticality. Therefore, increasing the cutting speed can effectively optimize the verticality of the same thickness of the plate. But where should we start to increase the cutting speed?
1. Increase the laser power and increase the speed. The first thing that comes to mind is to increase the laser power.
2. When cutting carbon steel by changing the type of cutting gas, especially thin carbon steel, changing the oxygen to nitrogen or air, that is, changing the oxidation cutting method to the melting cutting method, can effectively increase the cutting speed, but the premise is that the power is sufficient .
The same kind of laser also has a bottleneck in increasing the cutting speed of thick plates. For example, the speed of 8000W and 10000W lasers for cutting 30mm carbon steel plates is almost the same. So what if there is no hope of speeding up?
1. Reduce the nozzle size when cutting carbon steel while ensuring the cutting ability. This method can enhance the stability of the airflow from the nozzle.
2. Increase the amount of positive focus, the larger the focus, the deeper and more uniform the laser energy irradiated to the slit sheet in the longitudinal direction, just like cutting A4 paper with two-meter-long scissors, stable!
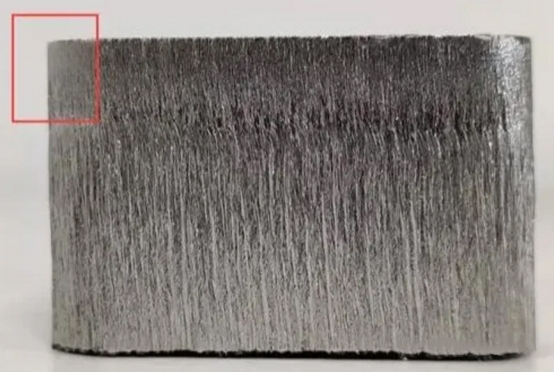
3. Melt cutting with positive focus position. "Melting cutting" is to use nitrogen as auxiliary gas to cut stainless steel or aluminum alloy. This cutting method usually uses "negative focus" parameters, but negative focus cutting thick plates will stay on the upper part of the knife edge. The next "small arc". If you are not satisfied with this method, it is recommended to cut in the form of positive focus pulse. Although the section is not as delicate as the negative focus method, the "small arc" will disappear.





Contact Us

 86-577-88605158
86-577-88605158

Zhejiang Jiatai Laser Technology Co., Ltd. 浙ICP备15027359号-3 Powered by www.300.cn